Revista Emergência
Por Braulio Viana
Aspectos imperceptíveis de qualidade do sprinkler são garantidos por meio da certificação do produto
É possível fabricar equipamentos que se pareçam com um sprinkler, mas que não o são. Existem aspectos de falta de qualidade que são mais visíveis, tais como: a aparência da liga metálica imprópria e o tipo do elemento de vedação proibido; uma vez identificados, comprovarão a mendacidade de todo o processo de fabricação de um produto que deveria estar destinado à proteção da vida, do patrimônio e da continuidade da atividade produtiva. Porém, existem ainda, aspectos de qualidade totalmente imperceptíveis, o que chamamos aqui de qualidade invisível, cuja única forma de garanti-los é por meio da certificação do produto. Neste artigo, discorreremos sobre este tema: a qualidade invisível do sprinkler certificado.
O SPRINKLER
A Norma Técnica de produto, a ABNT NBR 16400:2018, define que o chuveiro automático, ou sprinkler, é um “dispositivo para supressão ou controle de incêndios que funciona automaticamente quando seu elemento termossensível é aquecido à sua temperatura de operação ou acima dela, permitindo que a água seja descarregada sobre uma área específica”. Como parte do sistema de proteção contra incêndios, o sprinkler é considerado “o ‘gatilho’ que dispara automaticamente todas as ações de controle e supressão de incêndio, […] e, por isto, deve ser um dispositivo que possui […] muita resistência, no curto e no longo prazo, a fim de garantir os resultados esperados a qualquer tempo e lugar”, conforme conceituo em meus trabalhos.
A tecnologia de proteção contra incêndios, utilizando o sprinkler, aplica-se a ambientes distintos, que vão desde uma sala residencial ou um corredor de hotel, passa pelas várias modalidades de comércio e indústria, chegando
aos megagalpões de armazenamento.
Fazendo uma análise mais detalhada, identificamos que o sprinkler possui nove partes que merecem extrema atenção, caso o objetivo final seja a qualidade efetiva do produto (Ver Figura 1).
GRUPOS DE ENSAIOS
Conforme cito em meus estudos, a Norma Técnica é a base que define parâmetros e referências técnicas necessárias ao bom desempenho do produto. Atualmente, temos no Brasil uma norma técnica de produto, a ABNT NBR 16400:2018, que é robusta em conteúdo; possui padrão técnico à altura das normas técnicas internacionais, englobando cerca de 80% de seus ensaios; é adequada à indústria nacional; contribui para o desenvolvimento e/ou segurança de todos os entes do mercado de sprinklers (fornecedores de matéria-prima, fabricantes, laboratórios de ensaio, certificadoras, CBM dos estados, projetistas, instaladores, proprietários e investidores, usuários, e etc.); é um parâmetro para as legislações e um elo essencial entre a indústria e o mercado consumidor. Ainda analisando a norma, temos que “Os dezessete ensaios […] podem ser organizados em três grupos distintos, que denominaremos como ‘grupos de afinidade’, devido ao objetivo fim a que eles se propõem. Sendo assim, conforme destaco em meus trabalhos, podem ser definidos os seguintes grupos de afinidade: ensaios de resistência dos materiais, ensaios de avaliação de montagem e vazamento e ensaios de funcionalidade”. Ver Tabela 1.
Cada um dos três grupos de ensaios possui suas particularidades, porém uma atenção especial deve ser tributada ao grupo de ensaios relacionados à montagem e vazamento, pois é justamente neste que “se esconde” grande parte da qualidade invisível.
EQUILÍBRIO
No ato da montagem do sprinkler aplica-se um torque ao parafuso de fixação do bulbo e gera-se uma força que proporcionará o equilíbrio ao sprinkler durante todo o período no qual ele permanece fechado, ou seja, todos os anos antes de sua eventual ativação. Esta situação traz-nos um grande desafio: como proporcionar ao sprinkler, de forma ininterrupta, a possibilidade de manter-se apto ao funcionamento, garantindo todos os parâmetros de qualidade que jamais poderão ser aferidos após a montagem e instalação do equipamento? Existe aí um dos pontos de discussão deste artigo: A importância de o sprinkler ser montado (fechado) adequadamente, preservando a qualidade visível e invisível, tendo como objetivo não só a aprovação nos ensaios de certificação, mas também a garantia da funcionalidade do equipamento no momento desejado.
Segundo os registros de recente trabalho técnico, lançado sob a chancela do ISB (Instituto Sprinkler Brasil), “o sprinkler é um corpo em equilíbrio e como tal precisa ter harmonia em cada, e entre cada um destes três aspectos [resistência dos materiais, montagem/ vazamento e funcionalidade]. A vulnerabilidade de apenas um destes itens terá impacto nos demais.” O equilíbrio de forças aplicadas na interação entre as partes do sprinkler é originado pelo torque exclusivo daquele conjunto, aplicado ao equipamento no ato de sua montagem; o conjunto de forças será melhor analisado posteriormente.

PERCEPÇÃO VISUAL
O bom acabamento do sprinkler ou, ainda, a sua rusticidade, não podem ser levados em consideração quando a intenção é definir se o equipamento tem qualidade ou não. Existe uma máxima que nos diz: “nem tudo que reluz é ouro” e ainda o termo: “o ouro dos tolos”, ambos os termos, designam o quanto podemos nos deixar enganar pelas aparências. Na simples checagem visual de um sprinkler qualquer, o olho menos treinado poderá ser induzido ao erro, pela “boa” aparência do equipamento. É interessante registrar que alguns sprinklers certificados podem, eventualmente, apresentar aparência extremamente rústica, sem, com isto, comprometer sua qualidade e eficácia. Desta forma, como o critério visual é pouco objetivo para o que pretendemos analisar e, unicamente por este critério, todo e qualquer sprinkler poderia até ser “aprovado”, entendemos que há algo mais profundo que merece uma cuidadosa análise.

VISÍVEL X INVISÍVEL
Tomando como base os três grupos de ensaios, citados anteriormente, percebemos que alguns dos itens, denominados aqui como qualidades visíveis, serão percebidos mais facilmente, existindo, inclusive, a eventual possibilidade de testá-los. Temos como exemplo
a checagem visual, que é visível e testável. Aplicado a este exemplo, poderia ocorrer uma situação mais evidente: sprinklers fabricados em liga metálica de zamac (zinco, alumínio, magnésio e cobre), cujas características físicas, poderiam ser verificadas por meio de
uma simples raspagem na superfície do corpo do sprinkler. Outro caso que também figura num campo mais objetivo e perceptível, é o da utilização de o-ring de borracha no sistema de vedação do sprinkler.
Conceitualmente, é possível identificar que existem “qualidades” totalmente invisíveis, tais como os fatores relacionados ao design do corpo (fator K e distribuição da água), como também os relacionados à carga de fechamento e a interação de forças atuantes no sistema de fechamento do sprinkler.
Para avançar na análise e passar do campo conceitual ao prático, avaliamos a tabela de cruzamento entre os ensaios previstos na norma de produto e as partes do sprinkler, ensaiadas em cada um deles; a tabela é parte do trabalho técnico elaborado por mim. Os dados avaliados indicam que o sistema de fechamento composto por: corpo, parafuso, elemento termossensível (bulbo), obturador, elemento de vedação e mesa – destaca-se nos seguintes quesitos: é avaliado em 14 dos 17 ensaios, excetuando- se apenas os ensaios de resistência ao calor, distribuição de água e vazão (fator K); é avaliado em cerca de 63% do total de procedimentos realizados; possui, em seu conjunto, o bulbo de vidro – elemento termossensível – que é a parte mais ensaiada: 19% do total de procedimentos. Desta forma, identificamos que o sistema de fechamento é exaustivamente testado e, por isto, destaca-se dos demais itens englobados na qualidade invisível: fator K e distribuição. É justamente no sistema de fechamento que se concentram as forças que proporcionam ao sprinkler o equilíbrio adequado, de forma a contribuir tanto no processo de certificação do produto, como também o capacita a resistir às condições às quais ele será submetido ao longo de toda sua vida útil, até um eventual acionamento. Por este motivo é que buscamos aprofundar a análise da qualidade invisível presente no sistema de fechamento.


SISTEMA DE FECHAMENTO
A partir do torque aplicado ao parafuso de fechamento do sprinkler, é gerada uma força que se distribui aos demais componentes do sistema de fechamento e vedação do sprinkler. Esta força evidencia-se nas interações entre parafuso, bulbo, obturador, elemento vedante e mesa. Todo o conjunto de forças atua também na, quase imperceptível, extensão dos braços do corpo do sprinkler. Ver Figura 2.
Diferentemente da qualidade visível, os itens relacionados ao fechamento do sprinkler são impossíveis de serem testados ou verificados em campo. Por exemplo: é impossível avaliar o torque aplicado no fechamento do sprinkler, que possui um valor entre 0,2 e 0,5Nm, baixíssimo, porém proporciona ao sistema de fechamento uma força entre 550 e 650N, dependendo do modelo de sprinkler. Cabe lembrar que esta força corresponde a um corpo com massa entre 55 e 65Kg. Ver Figura 3.
Cada sprinkler possui um torque exclusivo que gera uma força de equilíbrio e qualquer alteração, por falta de qualidade, no conjunto de partes que compõem o sistema de fechamento, influenciará diretamente na eficiência do fechamento e atuação correta do
sprinkler.
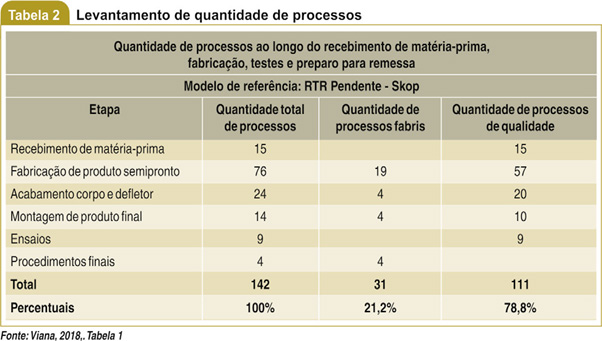
Utilizando os dados apresentados na Tabela 2, vemos que a fabricação de um sprinkler certificado possui cerca de 142 processos (etapas), sendo 78,8% de processos de controle de qualidade e apenas 21,2% de processos fabris. Dos 111 procedimentos de qualidade, praticamente a metade – 53 procedimentos (47,7%) – são aplicados ao sistema de fechamento. A interação entre as partes, neste sistema, depende da qualidade de fabricação de cada uma delas.
Em recente palestra do 3º CBSpk(Congresso Brasileiro de Sprinkler), o vice- -presidente da IFSA (International Fire Suppression Aliance), Paris Stavrianidis, relembrou os resultados negativos obtidos por meio de ensaios em sprinklers não certificados, retirados de duas edificações do estado de São Paulo no ano 2016. Conforme demonstrado na Tabela 3, os resultados mostraram a íntima relação entre a ausência de qualidade e a inoperância do equipamento.
STRUTTING
Há um fenômeno pouquíssimo estudado no Brasil, quiçá no mundo, chamado strutting, que são microfissuras presentes no bulbo, geradas principalmente pelo excesso de torque no ato da montagem. A ocorrência deste fenômeno está relacionada não somente ao torque, mas também pode ser gerado pelo projeto e/ou usinagem equivocados do parafuso e do obturador. Costuma- se identificar o strutting de duas formas: nas etapas finais do processo fabril, quando o sprinkler é submetido aos ensaios de homologação de produção ou, na pior das hipóteses, quando o sprinkler não funciona durante a ocorrência de um incêndio; nos dois casos, ao elevar-se a temperatura no entorno do bulbo, ocorre a expansão e o total
vazamento do líquido interno do bulbo, impossibilitando o rompimento da ampola de vidro e a liberação do orifício de descarga de água, em suma, o incêndio não é combatido. Ver Figura 4.

CERTIFICAÇÃO
A qualidade invisível, presente na interação entre as partes do sistema de fechamento, não é perceptível e a única forma de garanti-la é por meio do processo de certificação, com base na norma técnica de produto, auditada por organismos (OCP) de terceira parte e com processo fabril certificado, segundo a ISO 9001:2015. A certificação garante a funcionalidade do sprinkler, ou seja: terá estanqueidade, romperá na faixa de temperatura e no tempo adequado, liberará as partes móveis, não vai fissurar o bulbo, entre outras questões. A certificação é uma forma de comunicação ao mercado que o sprinkler possui a qualidade, visível e invisível, necessárias ao seu funcionamento.

CONCLUSÃO
A qualidade do sprinkler não está unicamente ligada aos aspectos visíveis. Com base na avaliação da quantidade de ensaios normativos realizados no sprinkler, foi possível constatar não só a importância do sistema de montagem no processo de equilíbrio de forças
do equipamento, mas também que eles apresentam um número de fatores relacionados ao design e ao fechamento, imperceptíveis aos olhos e que se não forem bem identificados, ocultarão a ineficácia, podendo redundar na total inoperância do sprinkler. Identificamos
tais fatores como: qualidade invisível. A qualidade invisível se fará presente especialmente nos itens relacionados ao coeficiente de descarga (fator K), distribuição de água e no sistema de fechamento. As “qualidades” visíveis e invisíveis serão garantidas por meio
de um processo fabril inteiramente supervisionado por um rígido controle de qualidade e a certificação do produto com base nos critérios da norma técnica e na auditoria de terceira parte.
Negligenciando os princípios expostos acima, os fabricantes terão apenas a preocupação comercial e nunca a preocupação com excelência técnica do produto; fabricarão equipamentos que parecerão sprinklers, porém não o serão de fato, pois os resultados de uma eventual atuação em um incêndio serão imprevisíveis, pondo em risco a proteção da vida humana, do patrimônio e da continuidade da atividade produtiva nos locais supostamente protegidos.
REFERÊNCIAS
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS.
NBR16400: Chuveiros automáticos para controle e supressão de incêndios: Especificações e método de ensaio. Rio de Janeiro: ABNT, 2018. p. 2.
DECOURT, F. A qualidade invisível do sprinkler certificado. In: Congresso Brasileiro de Sprinklers, 3, 2018, São Paulo.
VIANA, B. M. G. Apresentação e análise da nova norma ABNT NBR16400:2015: [recurso eletrônico] enfim uma sólida base técnica para a construção de um mercado confiável. São Paulo: Instituto Sprinkler Brasil, 2018. 134p.